| STORIA DELL'IMPLANTOLOGIA - SALDATRICE ENDORALE - |
|
Testo tratto dal sito www.glorenzon.it del dott. Giorgio Lorenzon - Brandizzo (TO)
ELETTRO SALDATURA INTRAORALE Estratto del lavoro originale del Prof. Pier Maria Mondani - Iconografia dott. De Bellis - Salerno
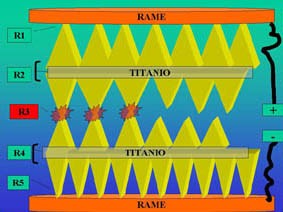
Vari sono i tipi di saldatura ma noi parleremo solamente della saldatura autogena si attua con la macchina inventata. L’autogena è quella nella quale il metallo base, partecipa per fusione o per sincristallizzazione, alla costituzione del giunto saldato. Si può eseguire con o senza metallo d’apporto. Per sincristallizzazione si intende l’unione di due superfici metalliche per messa in comune di atomi nella costituzione del reticolo cristallino della zona di giunzione. NELLA SALDATURA LA SINCRISTALLIZZAZIONE È REALIZZATA PER PRESSIONE MECCANICA. La saldatura a resistenza (elettrica) è un procedimento di saldatura autogena per pressione, nel quali il calore necessario per portare localmente le superfici a temperatura di fusione, o di forgiatura, è fornito per resistenza elettrica dal passaggio di una corrente elettrica attraverso la zona da unire. La saldatura a punto si compie senza metallo d’apporto. La corrente che passa dal circuito primario nel circuito secondario, svilupperà nelle varie sezioni di esso, un calore tanto più intenso quanto più alta sarà la resistenza incontrata, secondo la legge di Joule:
dove: Q = quantità di calore espressa in gradi calorie (Cal) J = equivalente meccanico della grande caloria, espresso in Joule/Ca (1 Cal = 4,18 X 10’ Joule); I = intensità di corrente in ampere; R = resistenza elettrica in Ohm; t = tempo in secondi Ricapitolando la saldatura a punti si basa su tre fasi di esecuzione: - intensità della corrente nel circuito di saldatura I - a pressione sulle facce da saldare dipende dallo sforzo di compressione esercitato sugli elettrodi P - tempi di saldatura che si ripetono nell’esecuzione di ogni punto. L’evoluzione moderna della saldatura a resistenza verso tempi di saldatura molto brevi ha portato come conseguenza l’adozione di correnti molto forti con tensioni molto delicate. La quantità di calore da produrre per ottenere un punto di saldatura è infatti data dalla legge di Joule prima riportata: nella quale evidentemente alla diminuzione del termine tempo (t) deve corrispondere un adeguato aumento di I.
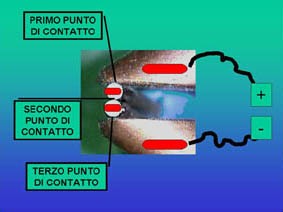
FUNZIONI DELLA PRESSIONE La pressione viene applicata per un periodo più lungo di quello del passaggio della corrente: il ciclo di pressione infatti inizia prima e termina dopo il ciclo di corrente. Nel ciclo totale di saldatura possiamo distinguere tre fasi: - accostamento, durante il quale si ha solo applicazione della pressione senza corrente - saldatura, con azione contemporanea della pressione e della corrente fino alla fusione del nocciolo - raffreddamento, nel quale si toglie la corrente mentre viene mantenuta la pressione. FASI DI ACCOSTAMENTO: lo sforzo di accostamento dato dalla compressione deve far avvicinare fino a combaciamento delle facce da saldare nel punto tra gli elettrodi. FASE DI SALDATURA: mentre i pezzi sono a contatto mantenuti dalla pressione in fase di accostamento passa la corrente di saldatura determinando l’unione delle due superfici. FASE DI RAFFREDDAMENTO: anch’essa importante perché in questo tempo il metallo si cristallizza e va tenuto in pressione Si adopera la forza solo per divaricare le "ganasce" della pinza avendo essa la prerogativa di mantenere la parte ferma costantemente sotto pressione anche quando la fase di raffreddamento la richiede, ma soprattutto lasciando l’operatore libero in ogni iniziativa senza avere la preoccupazione di mantenere la pinza sotto pressione per congiungere perfettamente le parti da saldare. Va ricordato poi il fatto che grazie alla diversa conducibilità termica del Ti=19 e del rame = 386 impiegato per la costruzione degli elettrodi della pinza non vi è riscaldamento della struttura ossea perimplantare. Infatti gli elettrodi di Cu costituiscono una via preferenziale per la dissipazione del calore generato dell'impulso elettrico = 250 /300 msec.
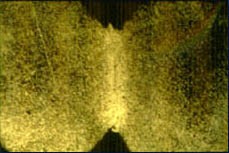
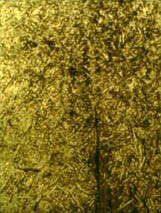
Sezione del punto di saldatura a differente ingrandimento
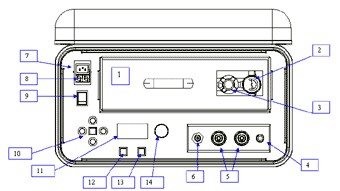
SALDATRICE SYSTEM ARGON CONTROL
Il ciclo di saldatura è suddiviso in 3 fasi differenti definite come: 1.Fase di pregas : è necessaria per assicurare che l'atmosfera del punto di saldatura sia libera da ossigeno prima di iniziare la fase di saldatura. 2.Fase di saldatura : percentuale di energia erogabile agli elettrodi. 3.Fase di postgas : è necessaria per assicurare che l'atmosfera sia libera da ossigeno finchè la temperatura del giunto non abbia raggiunto un livello tale da evitare ogni possibile reazione a contatto dell'ossigeno dell'aria. Lo strumento permette di definire per ognuno dei 16 programmi (job) memorizzabili nella macchina, questi tre valori per ogni specifica applicazione o particolare da saldare. Prima di ogni ciclo di saldatura il microprocessore verifica che vi siano le condizioni corrette del circuito elettrico e del punto di saldatura . Ciò significa che la resistenza elettrica del circuito complessivo deve essere inferiore ad un valore prestabilito. Inoltre una cicala elettronica avvisa l'operatore dell'inizio e della fine ciclo di saldatura. Lo strumento è contenuto in un'apposita valigia che ne permette la trasportabilità. Nell'apposito vano posizionato sul coperchio trovano alloggio il cavo di connessione alla rete elettrica, il pedale di azionamento ciclo e la pinza con i suoi cavi di connessione. Caratteristiche elettriche: Tensione di alimentazione : 230 VAC @50Hz Corrente nominale 0,2 A Corrente massima: 1,0 A Potenza nominale: 50 VA Potenza massima: 250VA
PUBBLICAZIONI - ARTICOLI SCIENTIFICI Contributo della "Scuola Italiana" Splinting con Elettrosaldatura
| VECCHIO E NUOVO SI INCONTRANO? SALDATRICE ENDORALE |